Yarı iletken üretim sürecinde kritik bir adım olan yonga kesme teknolojisi, çip performansı, verimi ve üretim maliyetleriyle doğrudan bağlantılıdır.
#01 Wafer Doğramanın Arka Planı ve Önemi
1.1 Wafer Küp Kesiminin Tanımı
Wafer kesme (yazım olarak da bilinir), işlenmiş wafer'ları birden fazla ayrı kalıba bölmeyi amaçlayan yarı iletken üretiminde önemli bir adımdır. Bu kalıplar genellikle tüm devre işlevlerini içerir ve elektronik cihazların üretiminde kullanılan temel bileşenlerdir. Yonga tasarımları daha karmaşık hale geldikçe ve boyutlar küçülmeye devam ettikçe, wafer kesme teknolojisinin hassasiyet ve verimlilik gereksinimleri giderek daha katı hale gelmektedir.
Pratik operasyonlarda, gofret kesme işleminde genellikle her kalıbın sağlam ve tam işlevsel kalmasını sağlamak için elmas bıçaklar gibi yüksek hassasiyetli aletler kullanılır. Temel adımlar arasında kesmeden önce hazırlık, kesme işlemi sırasında hassas kontrol ve kesme işleminden sonra kalite kontrolü yer alır.
Kesimden önce, doğru kesme yolları sağlamak için gofret işaretlenmeli ve konumlandırılmalıdır. Kesim sırasında, gofrete zarar gelmesini önlemek için takım basıncı ve hızı gibi parametreler sıkı bir şekilde kontrol edilmelidir. Kesimden sonra, her talaşın performans standartlarını karşıladığından emin olmak için kapsamlı kalite kontrolleri yapılır.
Wafer kesme teknolojisinin temel prensipleri, yalnızca kesme ekipmanının seçimi ve işlem parametrelerinin ayarlanmasını değil, aynı zamanda malzemelerin mekanik özellikleri ve karakteristiklerinin kesme kalitesi üzerindeki etkisini de kapsar. Örneğin, düşük k değerli dielektrik silikon wafer'lar, düşük mekanik özellikleri nedeniyle, kesme sırasında gerilim yoğunlaşmasına karşı oldukça hassastır ve bu da kırılma ve çatlama gibi arızalara yol açar. Düşük k değerli malzemelerin düşük sertliği ve kırılganlığı, özellikle kesme sırasında mekanik kuvvet veya termal gerilim altında yapısal hasara daha yatkın olmalarını sağlar. Takım ile wafer yüzeyi arasındaki temas, yüksek sıcaklıklarla birleşerek gerilim yoğunlaşmasını daha da artırabilir.

Malzeme bilimindeki gelişmelerle birlikte, yonga kesme teknolojisi geleneksel silikon bazlı yarı iletkenlerin ötesine geçerek galyum nitrür (GaN) gibi yeni malzemeleri de kapsayacak şekilde genişlemiştir. Bu yeni malzemeler, sertlikleri ve yapısal özellikleri nedeniyle kesme işlemlerinde yeni zorluklar ortaya çıkarmakta ve kesme aletleri ve tekniklerinde daha fazla iyileştirme gerektirmektedir.
Yarı iletken endüstrisinde kritik bir işlem olan yonga kesme işlemi, gelişen taleplere ve teknolojik gelişmelere yanıt olarak optimize edilmeye devam ediyor ve gelecekteki mikroelektronik ve entegre devre teknolojilerinin temelini oluşturuyor.
Yonga kesme teknolojisindeki gelişmeler, yardımcı malzeme ve araçların geliştirilmesinin ötesine geçmektedir. Ayrıca, süreç optimizasyonunu, ekipman performansındaki iyileştirmeleri ve kesme parametrelerinin hassas kontrolünü de kapsamaktadır. Bu gelişmeler, yarı iletken endüstrisinin daha küçük boyutlar, daha yüksek entegrasyon ve daha karmaşık yonga yapıları ihtiyacını karşılayarak, yonga kesme sürecinde yüksek hassasiyet, verimlilik ve kararlılık sağlamayı amaçlamaktadır.
| İyileştirme Alanı | Belirli Önlemler | Etkileri |
| Süreç Optimizasyonu | - Daha hassas gofret konumlandırma ve yol planlama gibi ilk hazırlıkları iyileştirin. | - Kesim hatalarını azaltır ve stabiliteyi artırır. |
| - Kesim hatalarını en aza indirin ve stabiliteyi artırın. | - Takım basıncını, hızını ve sıcaklığını ayarlamak için gerçek zamanlı izleme ve geri bildirim mekanizmalarını benimseyin. | |
| - Gofret kırılma oranlarını düşürün ve çip kalitesini artırın. | ||
| Ekipman Performans Geliştirme | - Yüksek hassasiyetli mekanik sistemler ve ileri otomasyon kontrol teknolojisinden faydalanmak. | - Kesim hassasiyetini artırın ve malzeme israfını azaltın. |
| - Yüksek sertlikteki malzeme gofretlerine uygun lazer kesim teknolojisini tanıtmak. | - Üretim verimliliğini artırın ve manuel hataları azaltın. | |
| - Otomatik izleme ve ayarlamalar için ekipman otomasyonunu artırın. | ||
| Hassas Parametre Kontrolü | - Kesme derinliği, hız, takım tipi ve soğutma yöntemleri gibi parametreleri hassas bir şekilde ayarlayın. | - Kalıp bütünlüğünü ve elektriksel performansı garanti altına alın. |
| - Gofret malzemesine, kalınlığına ve yapısına göre parametreleri özelleştirin. | - Verim oranlarını artırın, malzeme israfını azaltın ve üretim maliyetlerini düşürün. | |
| Stratejik Önem | - Pazar taleplerini karşılamak için sürekli olarak yeni teknolojik yollar keşfetmek, süreçleri optimize etmek ve ekipman kapasitelerini geliştirmek. | - Çip üretim verimini ve performansını artırmak, yeni malzemelerin ve gelişmiş çip tasarımlarının geliştirilmesini desteklemek. |
1.2 Wafer Küp Kesiminin Önemi
Wafer kesme işlemi, yarı iletken üretim sürecinde kritik bir rol oynar ve sonraki adımların yanı sıra nihai ürünün kalitesini ve performansını da doğrudan etkiler. Önemi aşağıdaki gibi detaylandırılabilir:
Öncelikle, kesme işleminin doğruluğu ve tutarlılığı, çip verimi ve güvenilirliğini sağlamada kilit öneme sahiptir. Üretim sırasında, yonga plakaları çok sayıda karmaşık devre yapısı oluşturmak için birden fazla işlem adımından geçer ve bu yapıların hassas bir şekilde ayrı çiplere (kalıplara) bölünmesi gerekir. Kesme işlemi sırasında hizalama veya kesmede önemli hatalar olması durumunda, devreler hasar görebilir ve çipin işlevselliği ve güvenilirliği etkilenebilir. Bu nedenle, yüksek hassasiyetli kesme teknolojisi, her çipin bütünlüğünü sağlamanın yanı sıra, dahili devrelerin hasar görmesini de önleyerek genel verim oranını artırır.
İkinci olarak, gofret kesme işlemi, üretim verimliliği ve maliyet kontrolü üzerinde önemli bir etkiye sahiptir. Üretim sürecinin kritik bir adımı olarak, verimliliği sonraki adımların ilerlemesini doğrudan etkiler. Kesme işlemi optimize edilerek, otomasyon seviyeleri artırılarak ve kesme hızları iyileştirilerek genel üretim verimliliği büyük ölçüde artırılabilir.
Öte yandan, kesme işlemi sırasında oluşan malzeme israfı, maliyet yönetiminde kritik bir faktördür. Gelişmiş kesme teknolojilerinin kullanılması, kesme işlemi sırasında gereksiz malzeme kayıplarını azaltmanın yanı sıra, gofret kullanımını da artırarak üretim maliyetlerini düşürür.
Yarı iletken teknolojisindeki gelişmelerle birlikte, yonga plakalarının çapları artmaya devam ediyor ve devre yoğunlukları da buna bağlı olarak yükseliyor; bu da kesme teknolojisine olan talebi artırıyor. Daha büyük yonga plakaları, özellikle küçük sapmaların bile birden fazla yongayı arızalı hale getirebileceği yüksek yoğunluklu devre alanlarında, kesme yollarının daha hassas bir şekilde kontrol edilmesini gerektiriyor. Ayrıca, daha büyük yonga plakaları daha fazla kesme çizgisi ve daha karmaşık işlem adımları içerdiğinden, bu zorlukların üstesinden gelmek için kesme teknolojilerinin hassasiyetinde, tutarlılığında ve verimliliğinde daha fazla iyileştirme gerektiriyor.
1.3 Wafer Kesme İşlemi
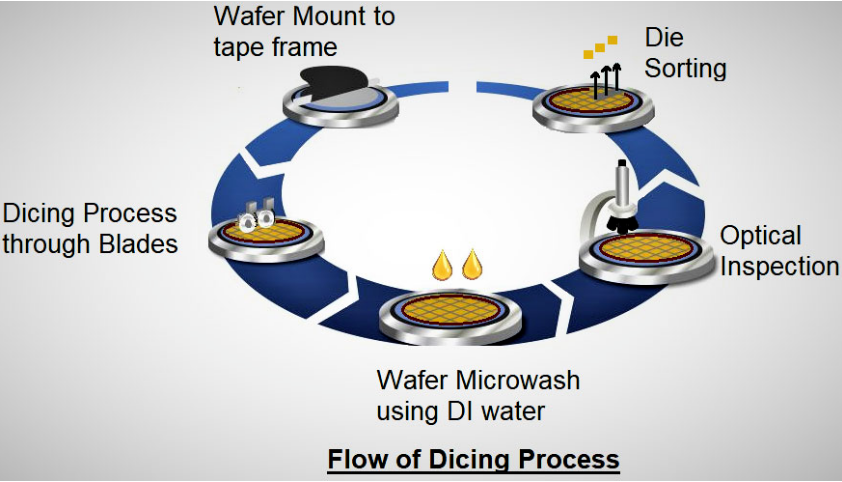
Gofret kesme işlemi, hazırlık aşamasından son kalite kontrolüne kadar tüm adımları kapsar ve her aşama, doğranmış yongaların kalitesini ve performansını sağlamak için kritik öneme sahiptir. Aşağıda her aşamanın ayrıntılı bir açıklaması bulunmaktadır.
| Faz | Ayrıntılı Açıklama |
| Hazırlık Aşaması | -Wafer Temizliği: Yüksek saflıkta su ve özel temizlik maddelerini, ultrasonik veya mekanik fırçalama ile birleştirerek, kirleri, partikülleri ve kirleticileri temizleyerek temiz bir yüzey elde edin. -Hassas Konumlandırma:Tasarlanan kesme yolları boyunca gofretin doğru şekilde bölünmesini sağlamak için yüksek hassasiyetli ekipman kullanın. -Wafer Sabitleme: Kesim sırasında stabiliteyi korumak ve titreşim veya hareketten kaynaklanan hasarı önlemek için gofreti bir bant çerçevesine sabitleyin. |
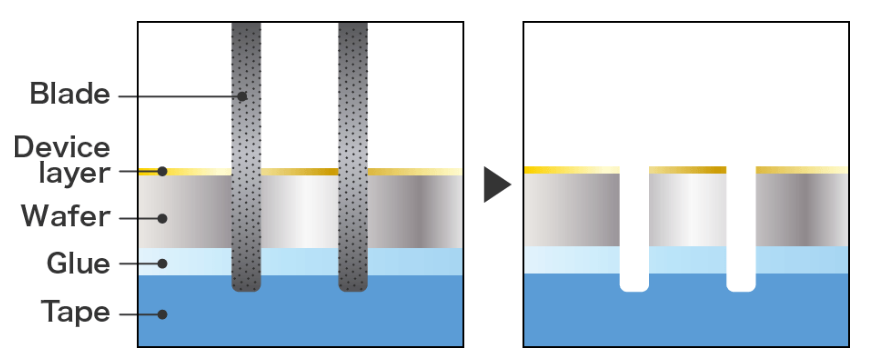
| Kesme Aşaması | -Bıçakla Kesme:Fiziksel kesme için yüksek hızlı dönen elmas kaplı bıçaklar kullanın, silikon bazlı malzemeler için uygun ve maliyet etkindir. -Lazer Zar Kesme:Galyum nitrür gibi kırılgan veya yüksek sertlikteki malzemeler için ideal olan, temas gerektirmeyen kesim için yüksek enerjili lazer ışınlarını kullanın, daha yüksek hassasiyet ve daha az malzeme kaybı sağlayın. -Yeni Teknolojiler: Verimliliği ve hassasiyeti daha da artırmak, ısıdan etkilenen bölgeleri en aza indirmek için lazer ve plazma kesim teknolojilerini tanıtın. |
| Temizleme Aşaması | - Kesme sırasında oluşan kalıntıları ve tozu temizlemek için ultrasonik veya sprey temizleme ile birlikte deiyonize su (DI su) ve özel temizlik maddeleri kullanın, böylece kalıntıların sonraki işlemleri veya çipin elektriksel performansını etkilemesini önleyin. - Yüksek saflıktaki DI suyu, yeni kirleticilerin girmesini önleyerek temiz bir gofret ortamı sağlar. |
| Muayene Aşaması | -Optik Muayene: Kusurları hızlı bir şekilde tespit etmek, küp küp doğranmış parçalarda çatlak veya kırılma olmamasını sağlamak, denetim verimliliğini artırmak ve insan hatasını azaltmak için yapay zeka algoritmalarıyla birleştirilmiş optik algılama sistemlerini kullanın. -Boyut Ölçümü: Çip boyutlarının tasarım özelliklerine uygun olduğunu doğrulayın. -Elektriksel Performans Testi: Kritik yongaların elektriksel performansının standartlara uygun olmasını sağlayarak, sonraki uygulamalarda güvenilirliği garanti altına alın. |
| Sıralama Aşaması | - Nitelikli talaşları bant çerçevesinden ayırmak ve bunları performansa göre otomatik olarak sıralamak için robotik kollar veya vakumlu vantuzları kullanın, böylece hassasiyeti artırırken üretim verimliliği ve esnekliğini garantileyin. |
Gofret kesme işlemi, her adımı kritik öneme sahip olan gofret temizleme, konumlandırma, kesme, temizleme, inceleme ve ayırma işlemlerini içerir. Otomasyon, lazer kesim ve yapay zeka inceleme teknolojilerindeki gelişmelerle birlikte, modern gofret kesme sistemleri daha yüksek hassasiyet, hız ve daha düşük malzeme kaybı sağlayabilir. Gelecekte, lazer ve plazma gibi yeni kesme teknolojileri, giderek karmaşıklaşan çip tasarımlarının ihtiyaçlarını karşılamak için geleneksel bıçak kesiminin yerini kademeli olarak alacak ve yarı iletken üretim süreçlerinin gelişimini daha da ileriye taşıyacaktır.
Wafer Kesme Teknolojisi ve Prensipleri
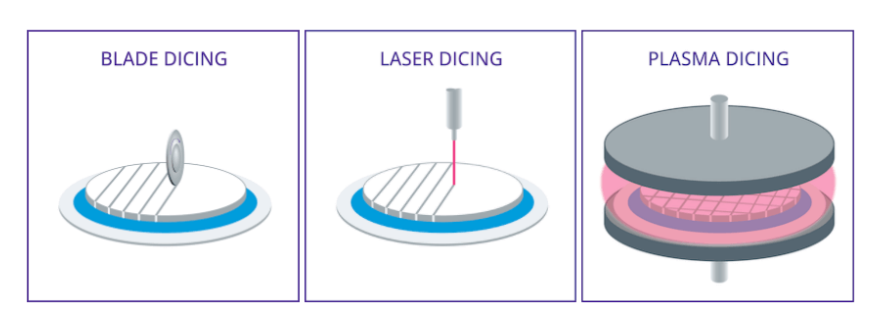
Resimde üç yaygın gofret kesme teknolojisi gösterilmektedir:Bıçakla Kesme,Lazer Zar Kesme, VePlazma DoğramaAşağıda bu üç tekniğin detaylı bir analizi ve ek açıklaması yer almaktadır:
Yarı iletken üretiminde, yonga plakası kesimi, yonga plakasının kalınlığına göre uygun kesme yönteminin seçilmesini gerektiren önemli bir adımdır. İlk adım, yonga plakasının kalınlığını belirlemektir. Yonga kalınlığı 100 mikronu aşarsa, kesme yöntemi olarak bıçak kesme yöntemi seçilebilir. Bıçak kesme yöntemi uygun değilse, hem çizici kesme hem de bıçak kesme tekniklerini içeren kırık kesme yöntemi kullanılabilir.
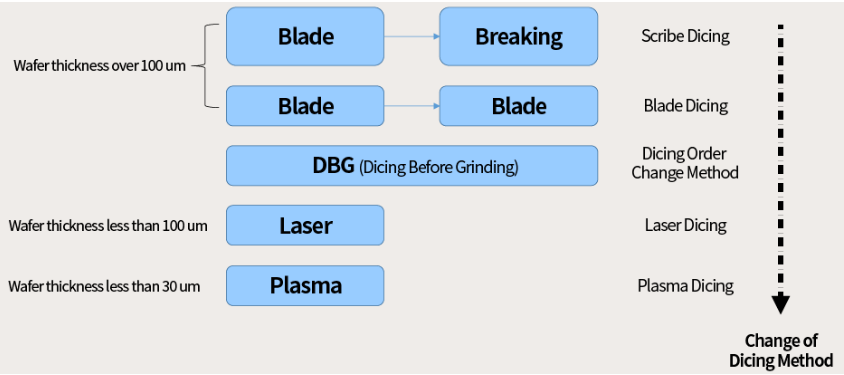
Gofret kalınlığı 30 ila 100 mikron arasında olduğunda, DBG (Öğütmeden Önce Küp Kesme) yöntemi önerilir. Bu durumda, en iyi sonuçları elde etmek için kazıma yöntemi, bıçakla kesme veya kesme sırasını gerektiği gibi ayarlama seçenekleri kullanılabilir.
30 mikrondan daha ince ultra ince gofretler için, ince gofretleri aşırı hasara neden olmadan hassas bir şekilde kesebilme özelliği sayesinde lazer kesim tercih edilen yöntem haline gelmektedir. Lazer kesim belirli gereksinimleri karşılayamıyorsa, plazma kesim alternatif olarak kullanılabilir. Bu akış şeması, farklı kalınlık koşullarında en uygun gofret kesme teknolojisinin seçilmesini sağlamak için net bir karar verme yolu sunmaktadır.
2.1 Mekanik Kesme Teknolojisi
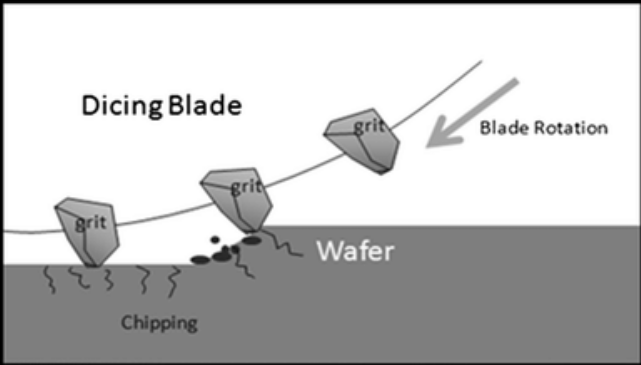
Mekanik kesme teknolojisi, gofret kesmede kullanılan geleneksel yöntemdir. Temel prensip, gofreti kesmek için kesme aleti olarak yüksek hızlı dönen bir elmas taşlama tekerleği kullanmaktır. Temel ekipman, elmas taşlama tekerleğini yüksek hızlarda tahrik ederek önceden belirlenmiş bir kesme yolu boyunca hassas kesme veya kanal açma işlemlerini gerçekleştiren hava yataklı bir mildir. Bu teknoloji, düşük maliyeti, yüksek verimliliği ve geniş uygulanabilirliği nedeniyle endüstride yaygın olarak kullanılmaktadır.
Avantajları
Elmas taşlama disk takımlarının yüksek sertliği ve aşınma direnci, mekanik kesme teknolojisinin, ister geleneksel silikon bazlı malzemeler ister yeni bileşik yarı iletkenler olsun, çeşitli gofret malzemelerinin kesme ihtiyaçlarına uyum sağlamasını mümkün kılar. Kullanımı basittir ve nispeten düşük teknik gereksinimlere sahiptir, bu da seri üretimdeki popülerliğini daha da artırır. Ayrıca, lazer kesim gibi diğer kesme yöntemlerine kıyasla, mekanik kesim daha kontrol edilebilir maliyetlere sahiptir ve bu da onu yüksek hacimli üretim ihtiyaçları için uygun hale getirir.
Sınırlamalar
Mekanik kesme teknolojisinin sayısız avantajına rağmen, sınırlamaları da vardır. İlk olarak, takım ve yonga plakası arasındaki fiziksel temas nedeniyle kesme hassasiyeti nispeten sınırlıdır ve bu da genellikle sonraki talaş paketleme ve testlerinin doğruluğunu etkileyebilecek boyutsal sapmalara yol açar. İkinci olarak, mekanik kesme işlemi sırasında kolayca talaş ve çatlak gibi kusurlar oluşabilir ve bu durum yalnızca verim oranını etkilemekle kalmaz, aynı zamanda talaşların güvenilirliğini ve ömrünü de olumsuz etkileyebilir. Mekanik gerilim kaynaklı hasar, özellikle bu sorunların daha belirgin olduğu kırılgan malzemelerin kesimi sırasında, yüksek yoğunluklu talaş üretimi için özellikle zararlıdır.
Teknolojik Gelişmeler
Bu sınırlamaların üstesinden gelmek için araştırmacılar, mekanik kesme sürecini sürekli olarak optimize etmektedir. Temel iyileştirmeler arasında, kesme hassasiyetini ve dayanıklılığını artırmak için taşlama disklerinin tasarım ve malzeme seçiminin iyileştirilmesi yer almaktadır. Ayrıca, kesme ekipmanlarının yapısal tasarımı ve kontrol sistemlerinin iyileştirilmesi, kesme sürecinin kararlılığını ve otomasyonunu daha da iyileştirmiştir. Bu gelişmeler, insan operasyonlarından kaynaklanan hataları azaltır ve kesimlerin tutarlılığını artırır. Kesme işlemi sırasında anormalliklerin gerçek zamanlı izlenmesi için gelişmiş denetim ve kalite kontrol teknolojilerinin kullanıma sunulması da kesme güvenilirliğini ve verimini önemli ölçüde artırmıştır.
Gelecekteki Gelişmeler ve Yeni Teknolojiler
Mekanik kesme teknolojisi, yonga plakası kesiminde hâlâ önemli bir yere sahip olsa da, yarı iletken süreçleri geliştikçe yeni kesme teknolojileri hızla ilerlemektedir. Örneğin, termal lazer kesim teknolojisinin uygulanması, mekanik kesimdeki hassasiyet ve kusur sorunlarına yeni çözümler sunmaktadır. Bu temassız kesme yöntemi, yonga plakası üzerindeki fiziksel stresi azaltarak, özellikle daha kırılgan malzemelerin kesiminde kırılma ve çatlama riskini önemli ölçüde azaltır. Gelecekte, mekanik kesme teknolojisinin yeni kesme teknikleriyle entegrasyonu, yarı iletken üretimine daha fazla seçenek ve esneklik sağlayarak üretim verimliliğini ve yonga kalitesini daha da artıracaktır.
Sonuç olarak, mekanik kesme teknolojisinin bazı dezavantajları olmasına rağmen, sürekli teknolojik gelişmeler ve yeni kesme teknikleriyle entegrasyonu, yarı iletken üretiminde önemli bir rol oynamasını ve gelecekteki süreçlerde rekabet gücünü korumasını sağlamaktadır.
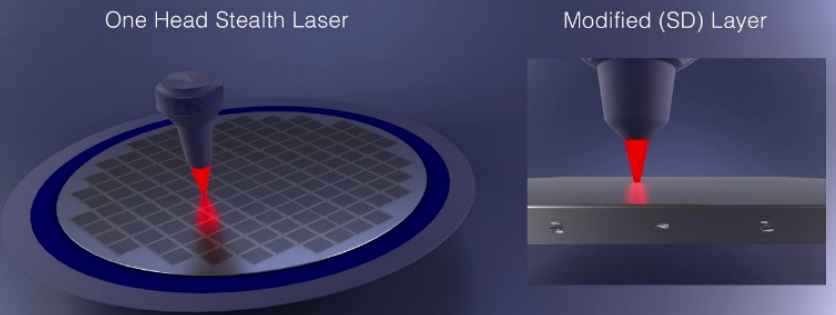
2.2 Lazer Kesim Teknolojisi
Yeni bir yonga kesme yöntemi olan lazer kesim teknolojisi, yüksek hassasiyeti, mekanik temas hasarına yol açmaması ve hızlı kesim kabiliyeti sayesinde yarı iletken endüstrisinde giderek yaygınlaşmaktadır. Bu teknoloji, yonga malzemesinin yüzeyinde küçük bir ısıdan etkilenen bölge oluşturmak için lazer ışınının yüksek enerji yoğunluğunu ve odaklanma kabiliyetini kullanır. Lazer ışını yongaya uygulandığında, oluşan termal gerilim, malzemenin belirlenen noktada kırılmasına ve hassas bir kesim elde edilmesine neden olur.
Lazer Kesim Teknolojisinin Avantajları
• Yüksek Hassasiyet: Lazer ışınının hassas konumlandırma yeteneği, mikron hatta nanometre düzeyinde kesim hassasiyetine olanak tanıyarak, modern yüksek hassasiyetli, yüksek yoğunluklu entegre devre üretiminin gereksinimlerini karşılar.
• Mekanik Temas Yok: Lazer kesim, yonga ile fiziksel teması önleyerek, mekanik kesimde sıkça karşılaşılan kırılma ve çatlama gibi sorunların önüne geçer, yongaların verimini ve güvenilirliğini önemli ölçüde artırır.
• Hızlı Kesim Hızı:Lazer kesimin yüksek hızı, üretim verimliliğinin artmasına katkıda bulunur ve bu da onu özellikle büyük ölçekli, yüksek hızlı üretim senaryoları için uygun hale getirir.
Karşılaşılan Zorluklar
• Yüksek Ekipman Maliyeti: Lazer kesim ekipmanlarının ilk yatırım maliyeti yüksektir, bu durum özellikle küçük ve orta ölçekli üretim işletmeleri için ekonomik baskı oluşturmaktadır.
• Karmaşık Proses Kontrolü: Lazer kesim, enerji yoğunluğu, odak konumu ve kesme hızı gibi çeşitli parametrelerin hassas bir şekilde kontrol edilmesini gerektirir ve bu da süreci karmaşık hale getirir.
• Isıdan Etkilenen Bölge SorunlarıLazer kesiminin temassız yapısı mekanik hasarı azaltsa da, ısıdan etkilenen bölgenin (HAZ) neden olduğu termal stres, gofret malzemesinin özelliklerini olumsuz etkileyebilir. Bu etkiyi en aza indirmek için sürecin daha fazla optimize edilmesi gerekmektedir.
Teknolojik İyileştirme Yönleri
Bu zorlukların üstesinden gelmek için araştırmacılar ekipman maliyetlerini düşürmeye, kesme verimliliğini artırmaya ve süreç akışını optimize etmeye odaklanıyor.
• Verimli Lazerler ve Optik Sistemler:Daha verimli lazerler ve gelişmiş optik sistemler geliştirilerek, kesim hassasiyeti ve hızı artırılırken ekipman maliyetleri düşürülebilmektedir.
• Proses Parametrelerinin Optimize Edilmesi: Lazerler ve gofret malzemeleri arasındaki etkileşime ilişkin derinlemesine araştırmalar, ısıdan etkilenen bölgeyi azaltan ve böylece kesim kalitesini artıran süreçleri iyileştirmek için yürütülmektedir.
• Akıllı Kontrol Sistemleri:Akıllı kontrol teknolojilerinin geliştirilmesi, lazer kesim sürecinin otomatikleştirilmesini ve optimize edilmesini, kararlılığının ve tutarlılığının artırılmasını amaçlamaktadır.
Lazer kesim teknolojisi, ultra ince yonga plakaları ve yüksek hassasiyetli kesim senaryolarında özellikle etkilidir. Yonga boyutları ve devre yoğunlukları arttıkça, geleneksel mekanik kesim yöntemleri modern yarı iletken üretiminin yüksek hassasiyet ve yüksek verimlilik taleplerini karşılamakta zorlanmaktadır. Eşsiz avantajları nedeniyle lazer kesim, bu alanlarda tercih edilen çözüm haline gelmektedir.
Lazer kesim teknolojisi, yüksek ekipman maliyetleri ve süreç karmaşıklığı gibi zorluklarla karşı karşıya olsa da, yüksek hassasiyet ve temassız hasar konusundaki benzersiz avantajları, onu yarı iletken üretiminde önemli bir gelişme alanı haline getirmektedir. Lazer teknolojisi ve akıllı kontrol sistemleri gelişmeye devam ettikçe, lazer kesimin gofret kesim verimliliğini ve kalitesini daha da artırarak yarı iletken endüstrisinin sürekli gelişimini desteklemesi beklenmektedir.
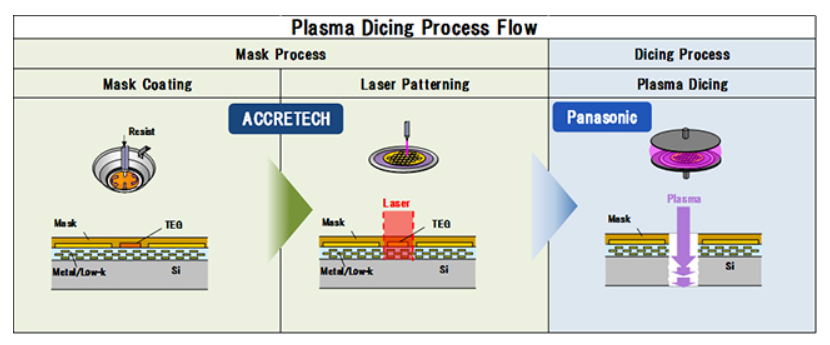
2.3 Plazma Kesim Teknolojisi
Gelişmekte olan bir yonga kesme yöntemi olan plazma kesme teknolojisi, son yıllarda büyük ilgi görmektedir. Bu teknoloji, yüksek enerjili plazma ışınlarını kullanarak yongaları hassas bir şekilde keser ve plazma ışınının enerjisini, hızını ve kesme yolunu kontrol ederek optimum kesme sonuçları elde eder.
Çalışma Prensibi ve Avantajları
Plazma kesim işlemi, ekipman tarafından üretilen yüksek sıcaklıklı ve yüksek enerjili bir plazma ışınına dayanır. Bu ışın, gofret malzemesini çok kısa sürede erime veya buharlaşma noktasına kadar ısıtarak hızlı kesim sağlar. Geleneksel mekanik veya lazer kesime kıyasla, plazma kesimi daha hızlıdır ve daha küçük bir ısıdan etkilenen bölge oluşturarak, kesim sırasında çatlak ve hasar oluşumunu etkili bir şekilde azaltır.
Pratik uygulamalarda, plazma kesme teknolojisi özellikle karmaşık şekilli gofretlerin işlenmesinde oldukça başarılıdır. Yüksek enerjili, ayarlanabilir plazma ışını, düzensiz şekilli gofretleri yüksek hassasiyetle kolayca kesebilir. Bu nedenle, mikroelektronik üretiminde, özellikle de yüksek kaliteli yongaların özelleştirilmiş ve küçük partili üretiminde, bu teknoloji yaygın kullanım için büyük umut vaat etmektedir.
Zorluklar ve Sınırlamalar
Plazma kesim teknolojisinin pek çok avantajının yanı sıra bazı zorlukları da bulunmaktadır.
• Karmaşık Süreç: Plazma kesme işlemi karmaşıktır ve yüksek hassasiyetli ekipman ve deneyimli operatörler gerektirir.Kesimde doğruluk ve stabilite.
• Çevre Kontrolü ve Güvenliği:Plazma ışınının yüksek sıcaklıklı, yüksek enerjili yapısı, sıkı çevre kontrolü ve güvenlik önlemlerini gerektirir; bu da uygulama karmaşıklığını ve maliyetini artırır.
Gelecekteki Gelişim Yönleri
Teknolojik gelişmelerle birlikte, plazma kesimle ilgili zorlukların kademeli olarak aşılması bekleniyor. Daha akıllı ve daha kararlı kesme ekipmanları geliştirilerek, manuel operasyonlara olan bağımlılık azaltılabilir ve böylece üretim verimliliği artırılabilir. Aynı zamanda, proses parametrelerinin ve kesme ortamının optimize edilmesi, güvenlik risklerinin ve işletme maliyetlerinin düşürülmesine yardımcı olacaktır.
Yarı iletken endüstrisinde, yonga kesme ve kesme teknolojisindeki yenilikler, sektörün gelişimini yönlendirmek için hayati önem taşımaktadır. Yüksek hassasiyeti, verimliliği ve karmaşık yonga şekillerini işleyebilme kabiliyetiyle plazma kesme teknolojisi, bu alanda önemli bir yeni oyuncu olarak ortaya çıkmıştır. Bazı zorluklar devam etse de, bu sorunlar, sürekli teknolojik yeniliklerle kademeli olarak ele alınacak ve yarı iletken üretimine daha fazla olanak ve fırsat getirecektir.
Plazma kesim teknolojisinin uygulama olanakları geniştir ve gelecekte yarı iletken üretiminde daha önemli bir rol oynaması beklenmektedir. Sürekli teknolojik yenilikler ve iyileştirmeler sayesinde, plazma kesim yalnızca mevcut zorlukları ele almakla kalmayacak, aynı zamanda yarı iletken endüstrisinin büyümesinin güçlü bir itici gücü haline gelecektir.
2.4 Kesim Kalitesi ve Etkileyen Faktörler
Gofret kesim kalitesi, sonraki yonga paketleme, test ve nihai ürünün genel performansı ve güvenilirliği için kritik öneme sahiptir. Kesim sırasında karşılaşılan yaygın sorunlar arasında çatlaklar, kırılmalar ve kesim sapmaları bulunur. Bu sorunlar, birlikte çalışan çeşitli faktörlerden etkilenir.
| Kategori | İçerik | Darbe |
| İşlem Parametreleri | Kesme hızı, ilerleme oranı ve kesme derinliği, kesme işleminin stabilitesini ve hassasiyetini doğrudan etkiler. Uygunsuz ayarlar, gerilim yoğunlaşmasına ve aşırı ısıdan etkilenen bölgeye yol açarak çatlaklara ve kırılmalara neden olabilir. İstenilen kesme sonuçlarına ulaşmak için, parametrelerin gofret malzemesine, kalınlığına ve kesme gereksinimlerine göre uygun şekilde ayarlanması çok önemlidir. | Doğru işlem parametreleri hassas kesim sağlar ve çatlak, kırılma gibi kusurların oluşma riskini azaltır. |
| Ekipman ve Malzeme Faktörleri | -Bıçak Kalitesi: Bıçağın malzemesi, sertliği ve aşınma direnci, kesme işleminin pürüzsüzlüğünü ve kesilen yüzeyin düzlüğünü etkiler. Kalitesiz bıçaklar sürtünmeyi ve ısıl stresi artırarak çatlaklara veya kırılmalara yol açabilir. Doğru bıçak malzemesini seçmek çok önemlidir. -Soğutma Sıvısı Performansı: Soğutma sıvıları, kesme sıcaklığını düşürmeye, sürtünmeyi en aza indirmeye ve kalıntıları temizlemeye yardımcı olur. Etkisiz soğutma sıvısı, yüksek sıcaklıklara ve kalıntı birikmesine yol açarak kesme kalitesini ve verimliliğini etkileyebilir. Verimli ve çevre dostu soğutma sıvıları seçmek hayati önem taşır. | Bıçak kalitesi, kesimin hassasiyetini ve pürüzsüzlüğünü etkiler. Etkisiz soğutma sıvısı, düşük kesme kalitesi ve verimliliğine yol açabilir ve bu da optimum soğutma sıvısı kullanımının önemini vurgular. |
| Proses Kontrolü ve Kalite Denetimi | -Proses Kontrolü: Kesme sürecinde istikrar ve tutarlılığı sağlamak için temel kesme parametrelerinin gerçek zamanlı izlenmesi ve ayarlanması. -Kalite Kontrolü: Kesim sonrası görünüm kontrolleri, boyut ölçümleri ve elektriksel performans testleri, kalite sorunlarının derhal belirlenmesine ve çözülmesine yardımcı olarak kesim doğruluğunu ve tutarlılığını artırır. | Uygun proses kontrolü ve kalite denetimi, tutarlı, yüksek kaliteli kesim sonuçlarının sağlanmasına ve potansiyel sorunların erken tespit edilmesine yardımcı olur. |
Kesim Kalitesini İyileştirme
Kesim kalitesinin iyileştirilmesi, proses parametrelerini, ekipman ve malzeme seçimini, proses kontrolünü ve denetimini dikkate alan kapsamlı bir yaklaşım gerektirir. Kesim teknolojilerinin sürekli iyileştirilmesi ve proses yöntemlerinin optimize edilmesiyle, gofret kesiminin hassasiyeti ve kararlılığı daha da artırılabilir ve yarı iletken üretim endüstrisi için daha güvenilir teknik destek sağlanabilir.
#03 Kesim Sonrası Kullanım ve Test
3.1 Temizleme ve Kurutma
Gofret kesimi sonrası temizleme ve kurutma adımları, talaş kalitesinin sağlanması ve sonraki işlemlerin sorunsuz ilerlemesi için kritik öneme sahiptir. Bu aşamada, kesme sırasında oluşan silikon kalıntılarının, soğutma sıvısı kalıntılarının ve diğer kirleticilerin tamamen temizlenmesi çok önemlidir. Temizleme işlemi sırasında talaşların hasar görmemesini sağlamak ve kurutma işleminden sonra korozyon veya elektrostatik deşarj gibi sorunları önlemek için talaş yüzeyinde nem kalmamasını sağlamak da aynı derecede önemlidir.

Kesim Sonrası İşleme: Temizleme ve Kurutma İşlemi
| İşlem Adımı | İçerik | Darbe |
| Temizleme İşlemi | -Yöntem: Temizlik için özel temizlik maddeleri ve saf su kullanın, bunu ultrasonik veya mekanik fırçalama teknikleriyle birleştirin. | Kirleticilerin tamamen temizlenmesini sağlar ve temizlik sırasında talaşların zarar görmesini önler. |
| -Temizlik Maddesi Seçimi:Çipe zarar vermeden etkili temizlik sağlamak için yonga malzemesine ve kirletici türüne göre seçim yapın. | Etkili temizlik ve talaş koruması için doğru temizlik maddesinin seçimi çok önemlidir. | |
| -Parametre Kontrolü: Kalite sorunlarının yanlış temizlikten kaynaklanmasını önlemek için temizlik sıcaklığını, süresini ve temizlik solüsyonu konsantrasyonunu sıkı bir şekilde kontrol edin. | Kontroller, gofretin hasar görmesini veya kirleticilerin geride kalmasını önleyerek tutarlı kaliteyi garanti altına almaya yardımcı olur. | |
| Kurutma İşlemi | -Geleneksel Yöntemler: Doğal hava kurutma ve sıcak hava kurutma, düşük verimliliğe sahip olup statik elektrik birikmesine yol açabilir. | Kuruma sürelerinin yavaşlamasına ve potansiyel statik sorunlara yol açabilir. |
| -Modern Teknolojiler:Çiplerin çabuk kurumasını ve zararlı etkilerden korunmasını sağlamak için vakumlu kurutma ve kızılötesi kurutma gibi ileri teknolojiler kullanın. | Daha hızlı ve daha verimli kurutma işlemi, statik deşarj veya nemle ilgili sorunların riskini azaltır. | |
| Ekipman Seçimi ve Bakımı | -Ekipman Seçimi: Yüksek performanslı temizleme ve kurutma makineleri, işleme verimliliğini artırır ve taşıma sırasında ortaya çıkabilecek sorunları hassas bir şekilde kontrol eder. | Yüksek kaliteli makineler daha iyi işlemeyi garanti eder ve temizleme ve kurutma sırasında hata olasılığını azaltır. |
| -Ekipman Bakımı: Ekipmanın düzenli olarak denetlenmesi ve bakımı, optimum çalışma koşullarında kalmasını sağlayarak çip kalitesini garanti eder. | Doğru bakım, ekipman arızalarını önleyerek güvenilir ve yüksek kaliteli işlemeyi garantiler. |
Kesim Sonrası Temizlik ve Kurutma
Gofret kesimi sonrası temizleme ve kurutma adımları, nihai işlem sonucunu garantilemek için birçok faktörün dikkatlice değerlendirilmesini gerektiren karmaşık ve hassas süreçlerdir. Bilimsel yöntemler ve titiz prosedürler kullanılarak, her çipin sonraki paketleme ve test aşamalarına en iyi durumda girmesi sağlanabilir.
Kesim Sonrası Muayene ve Test
| Adım | İçerik | Darbe |
| Muayene Adımı | 1.Görsel Muayene: Çatlak, kırılma veya talaş yüzeyindeki kirlenme gibi görünür kusurları kontrol etmek için görsel veya otomatik muayene ekipmanı kullanın. İsrafı önlemek için fiziksel olarak hasarlı talaşları hızla tespit edin. | Arızalı talaşların sürecin erken aşamalarında tespit edilip ortadan kaldırılmasına yardımcı olarak malzeme kaybını azaltır. |
| 2.Beden Ölçümü:Talaş boyutlarını doğru bir şekilde ölçmek için hassas ölçüm cihazları kullanın, böylece kesim boyutunun tasarım özelliklerine uygun olduğundan emin olun ve performans sorunlarını veya paketleme zorluklarını önleyin. | Çiplerin gerekli boyut sınırları içerisinde olmasını sağlayarak performans düşüşünü veya montaj sorunlarını önler. | |
| 3.Elektriksel Performans Testi: Direnç, kapasitans ve endüktans gibi temel elektriksel parametreleri değerlendirerek uyumsuz yongaları belirleyin ve yalnızca performans açısından yeterli olan yongaların bir sonraki aşamaya geçmesini sağlayın. | Sadece işlevsel ve performans testleri yapılmış yongaların süreçte ilerlemesini sağlayarak, sonraki aşamalarda arıza riskini azaltır. | |
| Test Adımı | 1.Fonksiyonel Test: Çipin temel işlevselliğinin amaçlandığı gibi çalıştığını doğrulayın, işlevsel anormallikleri olan çipleri belirleyin ve eleyin. | Daha sonraki aşamalara geçmeden önce çiplerin temel operasyonel gereklilikleri karşıladığından emin olur. |
| 2.Güvenilirlik Testi: Uzun süreli kullanım veya zorlu ortamlarda çip performansının kararlılığını değerlendirin; bu genellikle yüksek sıcaklıkta yaşlanma, düşük sıcaklıkta test ve gerçek dünyadaki aşırı koşulları simüle etmek için nem testini içerir. | Çiplerin çeşitli çevre koşullarında güvenilir bir şekilde çalışmasını sağlayarak ürünün ömrünü ve istikrarını artırır. | |
| 3.Uyumluluk Testi: Çipin diğer bileşenler veya sistemlerle düzgün bir şekilde çalıştığını doğrulayın, uyumsuzluktan kaynaklanan herhangi bir arıza veya performans düşüşü olmadığından emin olun. | Uyumluluk sorunlarını önleyerek gerçek dünya uygulamalarında sorunsuz çalışmayı sağlar. |
3.3 Paketleme ve Depolama
Yonga kesiminden sonra yongalar, yarı iletken üretim sürecinin önemli bir çıktısıdır ve paketleme ve depolama aşamaları da aynı derecede önemlidir. Uygun paketleme ve depolama önlemleri, yalnızca yongaların nakliye ve depolama sırasında güvenliğini ve stabilitesini sağlamak için değil, aynı zamanda sonraki üretim, test ve paketleme aşamaları için de güçlü bir destek sağlamak açısından önemlidir.
Muayene ve Test Aşamalarının Özeti:
Gofret kesimi sonrası talaşlar için muayene ve test adımları, görsel muayene, boyut ölçümü, elektriksel performans testi, fonksiyonel test, güvenilirlik testi ve uyumluluk testi gibi bir dizi unsuru kapsar. Bu adımlar birbiriyle bağlantılı ve tamamlayıcı olup, ürün kalitesini ve güvenilirliğini sağlamak için sağlam bir bariyer oluşturur. Sıkı muayene ve test prosedürleri sayesinde, olası sorunlar hızla tespit edilip çözülebilir ve nihai ürünün müşteri ihtiyaç ve beklentilerini karşılaması sağlanır.
| Bakış açısı | İçerik |
| Paketleme Önlemleri | 1.Anti-statik: Paketleme malzemeleri, statik elektriğin cihazlara zarar vermesini veya performanslarını etkilemesini önlemek için mükemmel anti-statik özelliklere sahip olmalıdır. |
| 2.Nem geçirmez: Ambalaj malzemelerinin neme karşı iyi bir dayanıklılığa sahip olması, nemin neden olduğu korozyonu ve elektriksel performansın bozulmasını önlemelidir. | |
| 3.Darbeye dayanıklı: Paketleme malzemeleri, talaşları nakliye sırasında titreşim ve darbelerden korumak için etkili bir şok emilimi sağlamalıdır. | |
| Depolama Ortamı | 1.Nem Kontrolü: Aşırı nemden kaynaklanan nem emilimini ve korozyonu veya düşük nemden kaynaklanan statik sorunları önlemek için nemi uygun bir aralıkta sıkı bir şekilde kontrol edin. |
| 2.Temizlik: Toz ve yabancı maddelerin talaşları kirletmesini önlemek için temiz bir depolama ortamı sağlayın. | |
| 3.Sıcaklık Kontrolü: Aşırı ısınma veya düşük sıcaklıklardan kaynaklanan yoğuşma sorunları nedeniyle oluşan hızlandırılmış yaşlanmayı önlemek için makul bir sıcaklık aralığı belirleyin ve sıcaklık stabilitesini koruyun. | |
| Düzenli Muayene | Depolanan çipleri düzenli olarak inceleyin ve değerlendirin; görsel incelemeler, boyut ölçümleri ve elektriksel performans testleri kullanarak olası sorunları zamanında tespit edip giderin. Saklama süresi ve koşullarına bağlı olarak, çiplerin optimum durumda kullanılmasını sağlamak için kullanımlarını planlayın. |

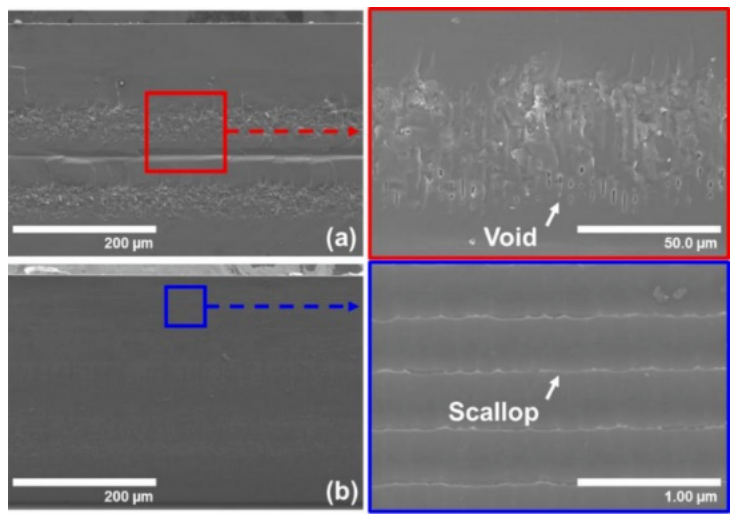
Yarı iletken üretiminde, yonga kesme işlemi sırasında oluşan mikro çatlaklar ve hasarlar önemli bir sorundur. Kesme gerilimi, yonga yüzeyinde küçük çatlaklar ve hasarlar oluşturarak üretim maliyetlerinin artmasına ve ürün kalitesinin düşmesine yol açtığı için bu olgunun temel nedenidir.
Bu zorluğun üstesinden gelmek için, kesme stresini en aza indirmek ve optimize edilmiş kesme teknikleri, araçları ve koşulları uygulamak hayati önem taşımaktadır. Bıçak malzemesi, kesme hızı, basınç ve soğutma yöntemleri gibi faktörlere dikkat etmek, mikro çatlak oluşumunu azaltmaya ve işlemin genel verimini artırmaya yardımcı olabilir. Ayrıca, lazer kesme gibi daha gelişmiş kesme teknolojileri üzerine devam eden araştırmalar, bu sorunları daha da azaltmanın yollarını araştırmaktadır.
Kırılgan bir malzeme olan gofretler, mekanik, termal veya kimyasal strese maruz kaldıklarında iç yapısal değişikliklere maruz kalır ve bu da mikro çatlakların oluşmasına neden olur. Bu çatlaklar hemen fark edilmese de, üretim süreci ilerledikçe genişleyerek daha ciddi hasarlara yol açabilirler. Bu sorun, özellikle sıcaklık dalgalanmaları ve ek mekanik streslerin bu mikro çatlakların gözle görülür kırıklara dönüşmesine ve potansiyel olarak çip arızasına yol açabileceği sonraki paketleme ve test aşamalarında sorunlu hale gelir.
Bu riski azaltmak için, kesme hızı, basınç ve sıcaklık gibi parametreleri optimize ederek kesme işlemini dikkatlice kontrol etmek önemlidir. Lazer kesme gibi daha az agresif kesme yöntemleri kullanmak, gofret üzerindeki mekanik stresi azaltabilir ve mikro çatlak oluşumunu en aza indirebilir. Ayrıca, gofret kesme işlemi sırasında kızılötesi tarama veya X-ışını görüntüleme gibi gelişmiş inceleme yöntemlerinin uygulanması, bu erken aşamadaki çatlakların daha fazla hasara yol açmadan önce tespit edilmesine yardımcı olabilir.
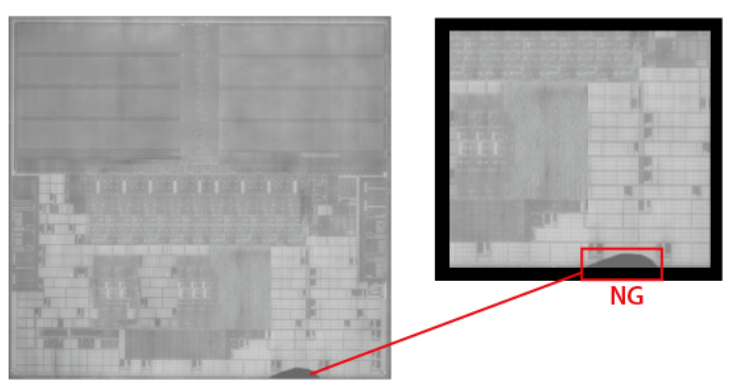
Yonga yüzeyindeki hasar, çipin performansını ve güvenilirliğini doğrudan etkileyebileceğinden, kesme işleminde önemli bir endişe kaynağıdır. Bu hasar, kesme aletlerinin yanlış kullanımı, yanlış kesme parametreleri veya yonganın kendisinde bulunan malzeme kusurlarından kaynaklanabilir. Sebebi ne olursa olsun, bu hasarlar devrenin elektrik direncinde veya kapasitansında değişikliklere yol açarak genel performansı etkileyebilir.
Bu sorunları ele almak için iki temel strateji araştırılıyor:
1.Kesici takımların ve parametrelerin optimize edilmesi:Daha keskin bıçaklar kullanarak, kesme hızını ayarlayarak ve kesme derinliğini değiştirerek, kesme işlemi sırasında oluşan stres yoğunlaşması en aza indirilebilir ve böylece hasar olasılığı azaltılabilir.
2. Yeni kesme teknolojilerini keşfetmekLazer kesim ve plazma kesim gibi gelişmiş teknikler, levhaya verilen hasar seviyesini potansiyel olarak azaltırken, daha yüksek hassasiyet sunar. Bu teknolojiler, levha üzerindeki termal ve mekanik stresi en aza indirirken yüksek kesim hassasiyeti elde etmenin yollarını bulmak için incelenmektedir.
Termal Etki Alanı ve Performans Üzerindeki Etkileri
Lazer ve plazma kesim gibi termal kesme işlemlerinde, yüksek sıcaklıklar kaçınılmaz olarak gofret yüzeyinde bir termal darbe bölgesi oluşturur. Sıcaklık gradyanının önemli olduğu bu alan, malzemenin özelliklerini değiştirerek çipin nihai performansını etkileyebilir.
Termal Etkilenen Bölgenin (TAZ) Etkisi:
Kristal Yapı DeğişiklikleriYüksek sıcaklıklarda, yonga malzemesi içindeki atomlar yeniden düzenlenebilir ve bu da kristal yapıda bozulmalara neden olabilir. Bu bozulma, malzemeyi zayıflatarak mekanik mukavemetini ve kararlılığını azaltır ve bu da kullanım sırasında çipin arızalanma riskini artırır.
Elektriksel Özelliklerdeki DeğişikliklerYüksek sıcaklıklar, yarı iletken malzemelerdeki taşıyıcı konsantrasyonunu ve hareketliliğini değiştirerek çipin elektriksel iletkenliğini ve akım iletim verimliliğini etkileyebilir. Bu değişiklikler, çip performansında düşüşe yol açarak, çipin amaçlanan kullanım amacına uygunsuz hale gelmesine neden olabilir.
Bu etkileri azaltmak için, kesme sırasında sıcaklığı kontrol etmek, kesme parametrelerini optimize etmek ve soğutma jetleri veya işlem sonrası işlemler gibi yöntemleri araştırmak, termal etkinin kapsamını azaltmak ve malzeme bütünlüğünü korumak için temel stratejilerdir.
Genel olarak, hem mikro çatlaklar hem de termal darbe bölgeleri, yonga kesme teknolojisinde önemli zorluklardır. Yarı iletken ürünlerin kalitesini iyileştirmek ve pazar rekabet güçlerini artırmak için, teknolojik gelişmeler ve kalite kontrol önlemlerinin yanı sıra sürekli araştırmalara ihtiyaç duyulacaktır.
Termal Etki Bölgesini Kontrol Altına Almak İçin Alınacak Önlemler:
Kesme İşlemi Parametrelerinin Optimize Edilmesi: Kesme hızını ve gücünü azaltmak, termal darbe bölgesinin (TAZ) boyutunu etkili bir şekilde en aza indirebilir. Bu, kesme işlemi sırasında oluşan ve gofretin malzeme özelliklerini doğrudan etkileyen ısı miktarının kontrol edilmesine yardımcı olur.
Gelişmiş Soğutma TeknolojileriSıvı nitrojen soğutma ve mikroakışkan soğutma gibi teknolojilerin uygulanması, termal etki bölgesinin menzilini önemli ölçüde sınırlayabilir. Bu soğutma yöntemleri, ısının daha verimli bir şekilde dağıtılmasına yardımcı olarak, gofretin malzeme özelliklerini korur ve termal hasarı en aza indirir.
Malzeme SeçimiAraştırmacılar, mükemmel ısı iletkenliğine ve mekanik dayanıklılığa sahip karbon nanotüpler ve grafen gibi yeni malzemeler araştırıyor. Bu malzemeler, çiplerin genel performansını artırırken termal darbe bölgesini de azaltabiliyor.
Özetle, termal darbe bölgesi termal kesme teknolojilerinin kaçınılmaz bir sonucu olsa da, optimize edilmiş işleme teknikleri ve malzeme seçimiyle etkili bir şekilde kontrol edilebilir. Gelecekteki araştırmalar, daha verimli ve hassas yonga kesimi elde etmek için termal kesme süreçlerinin ince ayarını yapmaya ve otomatikleştirmeye odaklanacaktır.
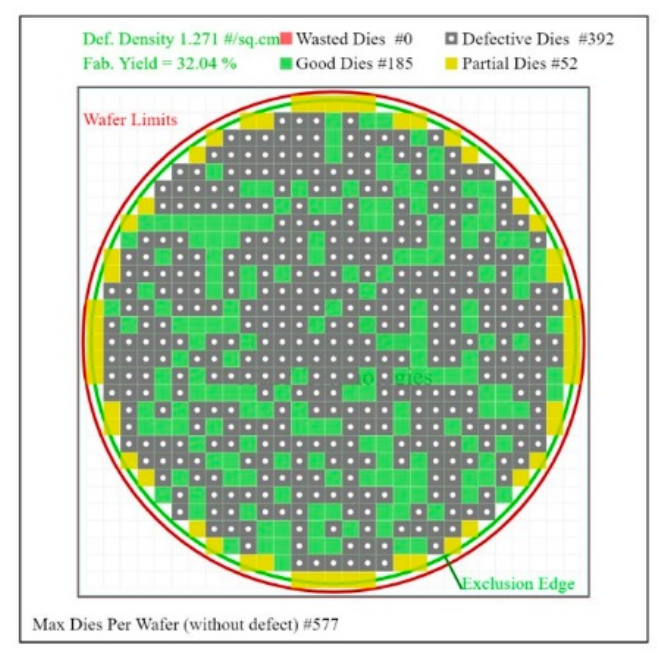
Denge Stratejisi:
Gofret verimi ile üretim verimliliği arasında optimum dengeyi sağlamak, gofret kesme teknolojisinde sürekli bir zorluktur. Üreticilerin, rasyonel bir üretim stratejisi ve süreç parametreleri geliştirmek için pazar talebi, üretim maliyetleri ve ürün kalitesi gibi birçok faktörü göz önünde bulundurmaları gerekir. Aynı zamanda, gelişmiş kesme ekipmanlarının kullanılması, operatör becerilerinin geliştirilmesi ve hammadde kalite kontrolünün iyileştirilmesi, üretim verimliliğini artırırken verimi korumak ve hatta iyileştirmek için olmazsa olmazdır.
Gelecekteki Zorluklar ve Fırsatlar:
Yarı iletken teknolojisinin gelişmesiyle birlikte, yonga plakası kesimi yeni zorluklar ve fırsatlarla karşı karşıya kalmaktadır. Çip boyutları küçüldükçe ve entegrasyon arttıkça, kesme hassasiyeti ve kalitesine yönelik talepler önemli ölçüde artmaktadır. Aynı zamanda, yeni teknolojiler yonga plakası kesme tekniklerinin geliştirilmesi için yeni fikirler sunmaktadır. Üreticiler, pazar dinamiklerine ve teknolojik trendlere uyum sağlamalı, pazar değişikliklerini ve teknolojik talepleri karşılamak için üretim stratejilerini ve süreç parametrelerini sürekli olarak ayarlamalı ve optimize etmelidir.
Sonuç olarak, pazar talebi, üretim maliyetleri ve ürün kalitesi gibi hususların bir araya getirilmesi, gelişmiş ekipman ve teknolojinin kullanılması, operatör becerilerinin artırılması ve hammadde kontrolünün güçlendirilmesiyle üreticiler, gofret kesme işlemi sırasında gofret verimi ile üretim verimliliği arasında en iyi dengeyi sağlayabilir ve bu da verimli ve yüksek kaliteli yarı iletken ürün üretimine yol açabilir.
Geleceğe Bakış:
Hızlı teknolojik gelişmelerle birlikte, yarı iletken teknolojisi benzeri görülmemiş bir hızla ilerliyor. Yarı iletken üretiminde kritik bir adım olan yonga kesme teknolojisi, heyecan verici yeni gelişmelere hazır. İleriye baktığımızda, yonga kesme teknolojisinin hassasiyet, verimlilik ve maliyet açısından önemli iyileştirmeler sağlayarak yarı iletken endüstrisinin sürekli büyümesine yeni bir canlılık katması bekleniyor.
Hassasiyetin Artırılması:
Daha yüksek hassasiyet arayışında, gofret kesme teknolojisi mevcut süreçlerin sınırlarını sürekli olarak zorlayacaktır. Kesme işleminin fiziksel ve kimyasal mekanizmalarının derinlemesine incelenmesi ve kesme parametrelerinin hassas bir şekilde kontrol edilmesiyle, giderek karmaşıklaşan devre tasarımı gereksinimlerini karşılamak için daha hassas kesme sonuçları elde edilecektir. Ayrıca, yeni malzemelerin ve kesme yöntemlerinin araştırılması, verimi ve kaliteyi önemli ölçüde artıracaktır.
Verimliliğin Artırılması:
Yeni gofret kesme ekipmanları akıllı ve otomatik tasarıma odaklanacaktır. Gelişmiş kontrol sistemleri ve algoritmaların kullanıma sunulması, ekipmanların farklı malzeme ve tasarım gereksinimlerine uyum sağlayacak şekilde kesme parametrelerini otomatik olarak ayarlamasını sağlayarak üretim verimliliğini önemli ölçüde artıracaktır. Çoklu gofret kesme teknolojisi ve hızlı bıçak değiştirme sistemleri gibi yenilikler, verimliliği artırmada önemli bir rol oynayacaktır.
Maliyetleri Azaltma:
Maliyetlerin düşürülmesi, gofret kesme teknolojisinin geliştirilmesinde önemli bir adımdır. Yeni malzemeler ve kesme yöntemleri geliştirildikçe, ekipman maliyetleri ve bakım giderlerinin etkin bir şekilde kontrol altına alınması beklenmektedir. Ayrıca, üretim süreçlerinin optimize edilmesi ve hurda oranlarının düşürülmesi, üretim sırasındaki israfı daha da azaltarak genel üretim maliyetlerinde düşüşe yol açacaktır.
Akıllı Üretim ve IoT:
Akıllı üretim ve Nesnelerin İnterneti (IoT) teknolojilerinin entegrasyonu, gofret kesme teknolojisinde dönüştürücü değişiklikler getirecektir. Cihazlar arası bağlantı ve veri paylaşımı sayesinde, üretim sürecinin her adımı gerçek zamanlı olarak izlenebilir ve optimize edilebilir. Bu, yalnızca üretim verimliliğini ve ürün kalitesini artırmakla kalmaz, aynı zamanda şirketlere daha doğru pazar tahmini ve karar alma desteği de sağlar.
Gelecekte, yonga kesme teknolojisi hassasiyet, verimlilik ve maliyet açısından kayda değer ilerlemeler kaydedecektir. Bu gelişmeler, yarı iletken endüstrisinin sürekli gelişimini destekleyecek ve insan toplumuna daha fazla teknolojik yenilik ve kolaylık getirecektir.
Gönderim zamanı: 19 Kasım 2024